激光焊接与传统电弧焊的本质区别,在于能量来源和能量传递方式完全不同—— 激光焊接以高能量密度的激光束为热源,通过 “非接触式能量聚焦” 作用于工件;传统电弧焊则以电极与工件间产生的电弧为热源,通过 “接触式气体电离放电” 传递能量,这直接导致两者在热输入、精度、适用场景上差异显著。
一、核心区别:能量来源与传递逻辑
两者的本质差异从 “热源产生” 到 “能量作用” 的全流程均有体现,具体对比如下:
| 对比维度 | 激光焊接 | 传统电弧焊(以手工电弧焊为例) |
| 能量来源 | 激光发生器(如光纤激光器、CO₂激光器)产生的单色相干光 | 电极(焊条 / 焊丝)与工件间的气体电离电弧 |
| 能量传递方式 | 非接触式,激光束经透镜聚焦后直接作用于工件表面 | 接触式(电极需靠近工件),通过电弧热辐射 + 等离子体传导热量 |
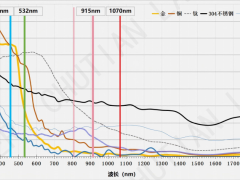
| 能量密度 | 极高,可达 10⁶-10⁹ W/cm²,能量集中在微小区域 | 较低,约 10²-10⁴ W/cm²,热量扩散范围大 |
| 热输入控制 | 热输入极低且精准,可精确控制作用区域的热影响区(HAZ) | 热输入高,热影响区宽,易导致工件变形 |
二、衍生差异:工艺与应用场景
本质区别进一步延伸到工艺特性和适用范围,决定了两者针对不同需求的适配性:
1. 焊接精度与工件变形
激光焊接:能量集中在直径 0.1-1mm 的微小光斑内,热影响区宽度通常仅 0.1-0.5mm,工件几乎无变形。
传统电弧焊:电弧作用区域直径可达 3-10mm,热影响区宽度通常 5-20mm,工件易因热胀冷缩产生翘曲、变形,更适合对精度要求不高的厚板结构(如钢结构厂房、管道)。
2. 焊接效率与材料适配
激光焊接:高能量密度可实现 “深熔焊”,对于 3-10mm 厚的金属板,可一次性焊透,焊接速度可达 1-10m/min(是电弧焊的 3-5 倍);且能焊接高硬度、高熔点材料(如钛合金、铝合金),甚至实现异种材料(如铜 - 钢)焊接。
传统电弧焊:对于厚板需多层多道焊接,效率低(速度通常 0.2-0.5m/min);对高熔点材料(如钨、钼)焊接难度大,异种材料焊接易产生脆性化合物。
3. 操作环境与自动化适配
激光焊接:无电弧光、无烟尘(仅少量金属蒸汽),操作环境更洁净;激光束可通过光纤传输,易与机器人、视觉定位系统结合,实现全自动化焊接(如汽车车身激光焊接生产线)。
传统电弧焊:焊接过程中产生强烈电弧光、飞溅和烟尘(需防护措施);自动化适配难度高(如手工电弧焊依赖人工操作),仅部分场景(如埋弧焊)可实现半自动化。