激光焊接是一种高效精密的焊接方法,利用高能量密度的激光束作为热源。激光焊接以其高精度、高效率和高适应性的特点,在航空制造领域发挥着越来越重要的作用。热塑性复合材料激光焊接的基本原理属于热熔焊范畴,即热塑性复合材料吸收激光注入的部分能量,将其转化成热能,从而达到焊接的目的。
根据材料对激光波长吸收率的差异,热塑性复合材料激光焊接分为直接焊接和透射焊接。直接焊接中,与连接界面相切的激光束直接照射接缝处,熔化界面两侧材料实现连接,常用于构件对焊。透射焊接中,两工件搭接,激光束透过透射率高的上部材料,将能量输送到吸收率高的下部材料上表面,使接触表面升温熔化完成连接,其机制是接触面在高温下形成稳定键的自粘过程。

激光透射焊接
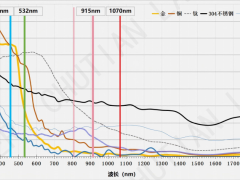
相比激光直接焊接,激光透射焊接更常用于热塑性复合材料连接,但对材料光学特性要求高,上部材料透光率需高于50%,下部低于20%,低透射率和吸光强的黑色材料不适用。可通过掺入添加剂改善材料光学特性,如添加炭黑提高下部材料吸收率,但会使构件染色。上层透明材料被激光照射部分升温,光束远离后快速降温,除接触面附近外其他区域不熔融。该技术在热塑性塑料焊接领域较成熟,欧洲多家公司已推出专用设备。

激光透射焊接界面的温度分布
近年来,国内外学者对热塑性复合材料激光焊接技术开展了工艺参数优化、连接界面几何形状设计、材料改性和工艺创新等探索性研究:
工艺参数优化与接头质量提升方面,Choi等[1]用1940nm铥激光实现特定复合材料连接,发现适当增加激光照射点单位面积数量可提高接头强度,过多则因热量耗散降低强度;

不同数量激光光斑下 CF/PEKK 复合材料的载荷 – 拉伸曲线
焦俊科等[2]对相关焊接温度场建模,发现激光功率增大,熔宽和熔深增大,焊接速度、光斑半径增大则减小;

工艺参数对 CFRTP/ 钛合金焊接接头熔深和熔宽的影响
连接界面几何形状设计方面,Bastos等[3]研究表明三角形肋样件搭接剪切强度更高,增加肋宽度可提高强度,增加肋高度则降低;

两种形状焊接肋的搭接剪切强度
材料改性方面,Yu[4]等引入不同熔点金属颗粒吸收剂研究其与焊接参数对接头的影响;
刘一凡[5]采用双向调控界面强化接头实现镁合金与复合材料高强度连接;
工艺创新方面,贾少辉等[6]将激光搅拌焊接引入相关材料焊接,发现其接头强度更高,能减少气孔缺陷;
综述性研究方面,Jiao等[7]总结了相关连接研究进展并指出需进一步研究的内容;
Gonçalves等[8]概述了热塑性复合材料激光焊接的四个主要方面。
焊接速度和激光功率是影响焊接质量的主要工艺参数。下表对比了不同激光功率、不同焊接速度下焊接区的连接强度。可以看到:在相同激光功率下,随焊接速度降低,接头连接强度先增后减,这是因为速度降低时焊接区温度接近树脂气化温度,树脂充分熔化形成好接头,而速度过低时温度过高,接头内部出现大气泡导致强度降低。相同焊接速度下,随激光功率增加,接头强度逐渐降低,因功率过高使树脂大量热分解,连接界面形成大量气泡,减少碳纤维板与树脂接触面积,影响连接强度。因此,确定焊接速度后,需选择合适激光功率,使树脂完全熔化且流动性良好,以获得最佳连接强度。

不同激光功率下接头强度随扫描速度变化规律
参考文献
[1] CHOI I, ROH H D, JEONG W N, et al. Laser-assisted joining of carbon fiber reinforced polyetherketoneketone thermoplastic composite laminates[J]. Composites Part A: Applied Science and Manufacturing, 2022, 163: 107228.
[2] 焦俊科,徐纪豪,井成虎,等.碳纤维增强热塑性复合材料/钛合金激光焊接模拟仿真研究[J].航空制造技术,2022,65(21):45–53. JIAO Junke,XU Jihao,JING Chenghu,et al. Numerical simulation of laser welding of carbon fiber reinforced thermoplastic composites and titanium alloy[J]. Aeronautical Manufacturing Technology,2022,65(21):45–53.
[3] BASTOS L,ALVES M,SOUSA B,et al. Transmission laser welding of thermoplastics:Influence of welding parameters and rib dimensions on the strength of welded joints[J]. Journal of Advanced Joining Processes,2023,8:100173.
[4] YU X D,LONG Q,CHEN Y N,et al. Laser transmission welding of dissimilar transparent thermoplastics using different metal particle absorbents[J]. Optics & Laser Technology,2022,150:108005.
[5] 刘一凡.镁合金/碳纤维增强热塑复材激光连接界面双向调控研究[D].哈尔滨:哈尔滨工业大学,2022. LIU Yifan. Research on interfacial bidirectional regulation behavior of laser joining of magnesium alloy/CFRTP[D]. Harbin:Harbin Institute of Technology,2022.
[6] 贾少辉,贾剑平,焦俊科,等.碳纤维增强热塑性复合材料/铝合金激光搅拌焊接实验及仿真研究[J].中国激光,2019,46(7):0702006. JIA Shaohui,JIA Jianping,JIAO Junke,et al. Experimental and numerical studies on laser stir welding of carbon fiber reinforced thermal polymers/aluminum alloy[J]. Chinese Journal of Lasers,2019,46(7):0702006.
[7] JIAO J K,XU J H,JING C H,et al. Laser welding process and strength enhancement of carbon fiber reinforced thermoplastic composites and metals dissimilar joint:A review[J]. Chinese Journal of Aeronautics,2023,36(12):13–31.
[8] GONÇALVES L F F F,DUARTE F M,MARTINS C I,et al. Laser welding of thermoplastics:An overview on lasers,materials,processes and quality[J]. Infrared Physics & Technology,2021,119:103931.